

היות ותהליך העיקור זה אחד התהליכים הקריטיים במפעל שמייצר מוצרים סטריליים, כמו גם זה אחד הנושאים הנבדקים ע"י הרשויות בכל ביקורת. מאמר הזה מפרט מה זה וולידציה לאוטוקלב הן אם מדובר בשלב ההתקנה והן אם מדובר בוולידציה חוזרת (REVALIDATION).
הסמכה וולידציה (Qualification & Validation) או DQ, IQ, OQ, PQ
בתור משתמשי אוטוקלב המשמש בתהליכי העיקור במפעלי ייצור או במעבדות, הינך אחראי על תקינות ואיכות המוצר שלך.
לפני שצוללים פנימה חשוב להבין את ההבדלים של המושגים הסמכה (Qualification) ותיקוף (Validation). למרות שהמונחים מוזכרים בדרך כלל באותו משפט או אפילו בשימוש נרדף, מאחוריהם מסתתרות הצהרות וגישות שונות.
המטרה הינה להסמיך (Qualify) את האוטוקלב ולתקף (Validate) את תהליך העיקור.
המכנה המשותף לשני המושגים הוא שיש להכין מסמכים מתאימים כגון תוכניות ופרוטוקולים המכילים את רשימה ופירוט של הבדיקות, לתעד את הביצוע ולסכם את תוצאות הבדיקה והמסכנות בתוך הדוחות. אותם מסמכים יבדקו ע"י הרשויות או ע"י הלקוחות במהלך המבדק וכך תוכל לספק הוכחה שהמוצר והתהליך עומדים בדרישות ה-GxP.
מה שחשוב לזכור שהסמכה של הציוד חייבת להסתיים לפני שמתחילים את תיקוף התהליך. ז"א לא ניתן להוכיח שהתהליך שלך אמין אם הציוד לא עבר תהליך ההסמכה.
הסמכה (QUALIFICATION):
בהקשר להסמכה מערכת, יש לספק הוכחה לכך שמערכת בעלת הטכנולוגיה בה נעשה שימוש מתאימה למשימה המיועדת, פועלת בצורה מושלמת ומספקת תוצאות העומדות בדרישות. הפוקוס העיקרי כאן הוא על המערכת (האוטוקלבים) ובתפקוד הנכון שלה.
תיקוף או ולידציה (VALIDATION):
מטרת תיקוף התהליך היא להוכיח שהתהליך (במקרה של אוטוקלב- תהליך עיקור) הוא יכול לספק את התוצאות הרצויות, בצורה יעילה, אמינה, וברת שחזור (Reproducible).
הסמכה ותיקוף (ולידציה) מבוצעים לרוב בעזרת ספק שירות מיומן אך מכיוון שרק אתה יכול להגדיר את הדרישות הספציפיות למוצר ולתהליך שלך, יש צורך בשיתוף פעולה הדוק בין המשתמש, ספק השירות (שמבצע את ההסמכה ותיקוף) ויצרן האוטוקלב.
אומנם לגבי האוטוקלב, ההסמכה והתיקוף הם לא לגמרי מופרדים זה מזה כאשר מדובר בסביבת ייצור מוצרים רפואיים, היות וזה תהליך מופרד משאר תהליכי הייצור. אף חשוב להבין את ההבדל בהקשר למערכות אחרות, במיוחד בתהליכי ייצור מורכבים, בהם בכל שלב מתרחש תת-תהליך ויש שימוש בציוד או במערכת אחרת לכל אחד מתתי-תהליכים, במקרים האלו כל ציוד או מערכת יעברו הסמכה נפרדת, ותיקוף התהליך יעשה עבור תהליך ייצור כולל. בנוסף ישנם מערכות תומכות- שלא משתתפות בתהליך ייצור, אותם מערכות יעברו הסמכה בלבד, למשל מערכת HVAC, ויתוקף בעקיפין בזמן הוולידציה של תהליך ייצור.
תהליך ההסמכה וולידציה לאוטוקלב מודגם באיור למטה. כאשר שלבי DQ, IQ, ו-OQ שייכים להסמכת הציוד ואילו PQ- מתייחס לתיקוף תהליך העיקור באוטוקלב.

תיקוף תהליך העיקור באוטוקלב. בשלב הזה שלוש אצוות יעברו תהליך עיקור. | הסמכת האוטוקלב מתחילה משלב התכנון וממשיכה אל תוך השלבים IQ ו-OQ, בשלב הזה יכתבו מסמכי אפיון או מסמך דרישות המשתמש URS- User Requirement Specifications. אותו מסמך ישלח לספקים שונים לבחירת הציוד המתאים ביותר. אותו מסמך URS- יהווה בסיס לכל שלבי ההסמכה (DQ, IQ, OQ) והתיקוף (PQ) שיעשה בהמשך. |
אז מה זה בפועל הסמכה ותיקוף או IQ, OQ, PQ?
- תוכנית ההסמכה מתחילה ממסמך אב שמתאר את התוכנית הוולידציה כוללת (Validation Plan) עבור מכשיר ספציפי. מסמך זה יפרט אחריות של גורמים שונים המעורבים בתהליך, מסמכי האב (כגון Validation Master Plan או VMP, מסמכי יחוס רגולטורים ותקנים עליהם הוא מתבסס), נוהל לניהול ודיווח חריגות, תדירות של הסמכה חוזרת (Revalidation) ועוד.
תוכנית הסמכה יכולה להכיל טבלה של הדרישות (URS) עם הצלבה לבדיקות, ובאיזה שלב של IQ, OQ, או-PQ יעשה ווידוא של כל דרישה- דבר זה יאפשר ווידוא שאין דרישות שלא כוסו ונבדקו.
כמו כן מסמך זה יגדיר מתי נוכל לעבור לשלב הבאה של התוכנית, לדוגמה העברה לשלב OQ מותנית בסיום מוצלח של IQ.
- לאחר בניית תוכנית VMP, יכתבו מסמכים או יותר נכון פרוטוקולים נפרדים עבור כל מהמכשירים שיש בתוכנית. ועבור האוטוקלב יכתבו פרוטוקולים עבור כל אחד אחד מהשלבים IQ, OQ, ו-PQ. פרוטוקולים אלו יפרטו את הבדיקות שיש לבצע בכל שלב וכן את הקריטריונים לקבלה עבור כל בדיקה.
- לאחר כתיבת פרוטוקולים, כל הבדיקות המפורטות בתוכם יבוצעו לפי הסדר, התוצאות יתועדו בזמן אמת (זמן ביצוע), כל הנתונים יוכנסו למסמכים, ויבדקו לפי קריטריונים לקבלה.
- בשלב האחרון- לאחר השלמת כל הבדיקות ותיעוד הביצוע, יש לכתוב דוח סיכום עם התוצאות והמסכנות עבור כל אחד מהשלבים IQ, OQ, ו-PQ כמו גם דוח מסכם עבור כל הולידציה.
אומנם היצגנו בדיאגרמה רק את התהליכים הרלוונטיים עבור הדוגמה הספציפית שלנו, אך הגישה לוולידציה בשנים האחרונות עברה מתיחת פנים, ועברה לגישה יותר הוליסטית שנקראת Validation Life Cycle. גישה זאת כוללת בתוכה את ה-VMP, תוכנית ולידציה הכוללת למפעל, דרישות תכנון, הסמכה (Qualification & Commissioning), וולידציה או תיקוף, ניטור ובקרה מתמשכים, וולידציה בעקבות השינויים, וולידציה מחודשת (עליה נדבר בהמשך), והשבתה.
וולידציה לאוטוקלב- הסמכת התכנון
הסמכת התכנון הינו שלב הראשון בולידציה של האוטוקלב. שלב זה מתחיל מתחיל ברגע שאתה מגבש ומתעד את הדרישות שלך למכשיר שתרכוש. זה אומר שכבר יצרת את מפרט דרישת המשתמש (User Requirement Specifications-URS), אותו מפרט שמתאר את הדרישות שהמכשיר חייב לעמוד בהן.
עבור יצרנים רבים, האוטוקלבים יכולים להיות מצוידים באפשרויות המשפיעות על דיוק או מהירות התהליך. אם אפשרויות מסוימות אינן נלקחות בחשבון ב-URS, הדבר יכול להקשות במידה ניכרת על הסמכה ותיקוף מוצלח או אפילו להפוך את המשימה לבלתי אפשרית. גם בשלב מוקדם זה, מפעילים עתידיים צריכים לציין למה בדיוק מיועד האוטוקלב, אילו דרישות יש להציב לתהליכים, ועל אילו תקנים והנחיות יש להקפיד.
בהתאם למורכבות המערכת או האוטוקלב, היקף ה-URS יכול להשתנות. ספקי אוטוקלבים יגישו הצעה על בסיס ה-URS והמפרטים ייקבעו בתיאום בין המשתמש ליצרן.
בדיקת התאמה בין מסמך URS והמפרטים היא מרכיב בסיסי ברמת ההסמכה הראשונית – הסמכת התכנון (DQ- Design Qualification). בדיקת התאמה זאת למעשה כוללת טבלה עם תיאור הדרישות שמצוינות ב-URS, ואיפה הן נענות במפרטים של היצרן. לאחר DQ מוצלח, המכשיר מיוצר או מסופק על ידי היצרן לפי המפרט המוסכם.
בשביל לא לסבך את ההסבר, לא נפרט אלא רק נזכיר שני תתי שלבים של הסמכת הציוד כמו SAT- Site Acceptance Test ו- FAT- Factory Acceptance Test. אותם בדיקות מומלץ לעשות עבור ציוד מורכב (בדרך כלל מדובר על הציוד שמיוצר במיוחד לפי דרישות לקוח ואינו מוצר מדף). הם גם מהווים חלק מתהליך ההסמכה של הציוד ויעשו בסיום הייצור באתר של מי שמייצר את האוטוקלב, ובעת ההגעה של המכשיר לאתר הלקוח או המפעיל.
וולידציה לאוטוקלב- הסמכת התקנה
לאחר שהסמכת התכנון (DQ) הושלמה בהצלחה והמכשיר נמסר למפעיל, ניתן להתחיל את שלב ההסמכה הבא של הוולידציה לאוטוקלב וזה – הסמכת התקנה או IQ (Installation Qualification).
התאמת ההתקנה באתר תכלול בדיקות כגון: בדיקה ותיעוד של המאפיינים הפיזיים של האוטוקלב, התקנה נאותה בהתאם להוראות היצרן, חיבור תקין לתשתיות כמו גם שלמות התיעוד השייך למכשיר. התיעוד כולל בדרך כלל את התקי ההנדסי של המתקן, הוראות ההפעלה, תחזוקה, הוראות ניקוי וכיול וכן תעודות חומרים ודפי נתונים עבור רכיבים בודדים מותקנים.
אם סטיות כלשהן התגלו בשלב IQ, יש להעריך אותן על בסיס ניתוח סיכונים ולנקוט צעדים מתאימים למניעת הסיכונים בהמשך. כעת ניתן לעבור לשלב הבאה (OQ) הסמכה הפעלה.
וולידציה לאוטוקלב- הסמכת הפעלה
כחלק מתהליך הוולידציה לאוטוקלב שלב הבאה הינו הסמכה תפעולית. בשלב הזה מסופקת הוכחה לכך שהמכשיר או המערכת עומדים בדרישות ובמפרטים של היצרן, והאוטוקלב הותקן בהצלחה.
כעת מבוצעות בדיקות כדי להוכיח שהמכשיר פועל לפי התכנון, כולל ביצוע כיולים לחיישני טמפרטורה ושעוני לחץ של הציוד.
כמו גם הדמיית תקלות, הפרעות וכיבוי של המכשיר. הליך זה משמש כהוכחה מתועדת לכך שפגמים שעשויים להיות רלוונטיים לבטיחות או משפיעים על איכות המוצר מזוהים בצורה נכונה על ידי האוטוקלב.
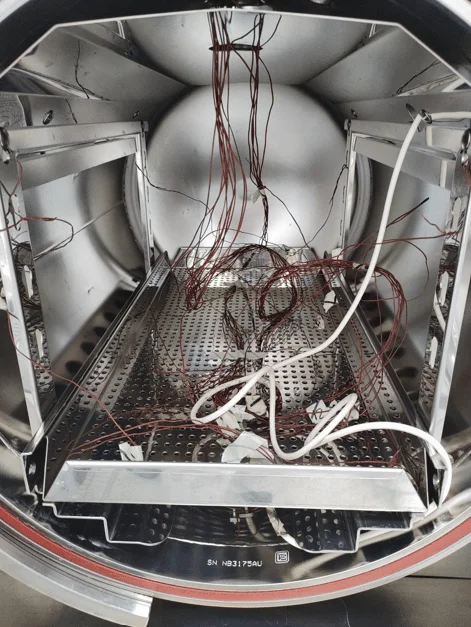
הפעלת ההרצות סטריליזציה של האוטוקלב ללא מוצר זהו גם חלק ניכר וחשוב של הסמכה תפעולית או OQ (Operation Qualification). חיישני טמפרטורה וחיישן לחץ מוכנסים לאוטוקלב (יותר נכון מפוזרים במקומות שונים- נחשבת כבדיקה במיפוי) לשם כך, רגשים חיצונים אלו מודדים לחץ וטמפרטורה ללא תלות בבקר הפנימי של האוטוקלב. כך ניתן לבדוק את ערכי הטמפרטורה והלחץ ולהשוות אותם אל מול הערכים שנקבעו באמצעות בקרת האוטוקלב ולהבין האם פיזור חום הינו אחיד, והאם קיימות נקודות בהם יש סטיות שיכולות להשפיע על איכות המוצר.
את המיפוי יש לבצע עבור כל תוכנית הרצה, שהמשתמש מתכוון לעבוד איתה, בעזרת מכשירי מדידה כדוגמת מכשירי kaye או E-Val Pro.
הסמכת הביצועים- או ולידציה של תהליך עיקור
שלב האחרון של וולידציה לאוטוקלב הינו הסמכת הביצועים. לאחר שהוכח שהאוטוקלב פועל כראוי ללא המוצר, ביצועי המכשיר נבדקים בהתאם למפרטי תוכנית הוולידציה, במטרה להוכיח שדרישות התהליך שהוגדרו מתקיימות כראוי בתנאים אמיתיים (עם המוצר בתוך המכשיר).
יש לציין כי פיזור הטמפרטורה בתוך המכשיר תלויה במוצר המיועד לעיקור ולכן יש לבצע בדיקת PQ נפרדת עבור כל תצורת טעינה. לשם כך מוגדרים דפוסי טעינה שאמורים להיות מייצגים את העומסים הצפויים בפעולה היומיומית. זה נעשה לעתים קרובות על פי התוכנית הבאה:
- מינימום טעינה
- טעינה מקסימלית (Worst Case)
הטעינה במקרה הגרוע בהחלט חייבת להיבדק לגבי כמות הטעינה, למשל. ייתכן שיהיה צורך לשקול פרמטרים אחרים אם הם יכולים להשפיע על התוצאה של תהליך העיקור.
כמו ב-OQ, תהליך העיקור נבדק על ידי חיישני טמפרטורה ולחץ חיצונים המתעדים את הנתונים ללא תלות בבקרת האוטוקלב. בנוסף, היעילות הביולוגית של תהליך העיקור מודגמת גם על ידי אינדיקטורים ביולוגיים שמכילים חיידקים (מבוססים על Bacillus sterothermophilus) בריכוז ידוע (זוכרים את הקשר בין SAL וריכוז החיידקים בביו-אינדיקטורים?). אותם אינדיקטורים יועברו לאינקובטור במעבדה, ויישארו למשך תקופה מוגדרת כפי שמוגדר בפרוטוקול, בתום התקופה יש לבדוק האם גדלו חיידקים- משמעות הדבר שתהליך העיקור לא היה יעיל והוולידציה נכשלה.
ב-PQ, בניגוד ל-OQ, חיישני הטמפרטורה וכן הביו-אינדיקטורים ממוקמים במוצר המיועד לבדיקה (דפוס טעינה) על מנת לספק הוכחה ליעילות הסטריליזציה במוצר. חשוב שחיישני הטמפרטורה וכן הביו-אינדיקטורים ימוקמו בנקודות בהן צפוי שהאפקט של עיקור הוא הקשה ביותר להשגה (קשה לקיטור להגיע- למשל בצנרת נקודה כזאת תהיה בתוך הצינור באמצע, והקיטור יצטרך לעבור את כל הדרך בתוך הצינור עד לאותה נקודה). המטרה היא הוכחה מתועדת שתהליך יכול לספק את התוצאה הצפויה תוך התחשבות במוצר.
בעת ביצוע ה-OQ וה-PQ, מספר נקודות מדידת הטמפרטורה בתוך תא העבודה צריכות להתאים להמלצות של התקנים הרלוונטיים כגון DIN EN 285 או הנחיות GxP, שכן כל חריגה מאלו תוביל כנראה לשאלות במהלך המבדק.
- יש לפזר את רגשי הטמפרטורה ב- 12 נקודות לכל מטר מעוקב של תא עיקור.
- לחשב אחוזי תמותה (Lethality) בכלל הנקודות.
- ביו-אינדיקטורים ימוקמו בכל נקודת מדידת טמפרטורה.

ולידציה חוזרת (Revalidation)
וולידציה לאוטוקלב הינו נגמרת בסיום ה-PQ, אלא ממשיכה לאורך חיי הציוד. תדירות הוולידציה חוזרת נקבעת במסמכי האב כגון VP או VMP. הדרישה להסמכה חוזרת מהווה חלק ממעגל חיים של ההסמכה.
זה רעיון טוב לתאם עם יצרן האוטוקלב בשלב זה, שכן הגיוני לשלב את הוולידציה חוזרת עם הכיול החוזר והנחוץ של חיישני המכשיר.
נדרשת זהירות רבה בעת שינוי פרמטרי תהליך. זה כולל, למשל:
- שינוי פרמטרים של המכשיר (למשל שינוי טמפרטורת עיקור ו/או זמן);
- שינויים בתצורת הטעינה או שינויים בהרכב המוצר המיועד לעקר;
- שינויים באריזה של מוצרים ארוזים;
- תיקונים לציוד והחלפת רכיבים נלווים;
- עדכוני תוכנה למכשיר;
אם השינויים שהוזכרו לעיל מתרחשים, יש לבחון את השפעתם על התהליך הכולל המאושר. אם יש לצפות שלשינוי תהיה השפעה על התהליך הכולל, יש לקבוע, להעריך ולתעד את ההשפעה כחלק מוולידציה חוזרת. הדבר עשוי לגרום להתאמות הכרחיות לתהליך הכולל כדי שיוכל להמשיך לעמוד בפרמטרים שהוגדרו לפני השינוי.
מכיוון ששינויים יכולים להתרחש גם בהדרגה, כלומר בקושי או אפילו לא מורגש כלל, ולידציה חוזרת צריכה להתבצע תמיד במרווחי זמן קבועים. מרווח של שנה הוכח כאן. עם זאת, עבור תהליכים קריטיים במיוחד, ניתן להגדיר את המרווח לאימות מחדש במרווחי זמן קצרים יותר.
תקנים רלוונטים לולידציה של האוטוקלב
- ISO 11134- Sterilization of health care products – Requirements for Validation and Routine Control
- ISO 11138- Sterilization of health care products — Biological indicators
- ISO 11140- Sterilization of health care products — Chemical indicators
- HTM 2010-Health Technical Memorandum Sterilization (UK)
- EN 285-Sterilization-Steam Sterilizers-Large Sterilizers
- ISO 15882:2008 Sterilization of health care products — Chemical indicators — Guidance for selection, use and interpretation of results
- EN 556-1:2001/AC:2006 Sterilization of medical devices – Requirements for medical devices to be designated 'STERILE' – Part 1: Requirements for terminally sterilized medical devices
- נוהל S 01 אחזקה של מערך מחזור ועיקור במרכזים רפואיים 2007
- PDA Technical Report No. 48 Moist Heat Sterilizer Systems: Design, Commissioning, Operation, Qualification and Maintenance 2015
- PDA Technical Report No. 1, Revised 2007, (TR 1) Validation of Moist Heat Sterilization Processes Cycle Design, Development, Qualification and Ongoing Control
- ISPE good practice guide: Controlled temperature chamber mapping and monitoring, 2016
- Principals and Methods of Sterilization in Health Sciences, John, J. Perkins, Second Edition
- ASME BPE-2009-Bioprocessing Equipment-Section SD4.14
- GAMP 5-ISPE
- FDA Guidance for Industry Sterile Drug Products Produced by Aseptic Processing — Current Good Manufacturing Practice

 לוואטסאפ
לוואטסאפ לשיחת טלפון
לשיחת טלפון